
Recreating Churchward's final masterpiece
Latest News of the 47XX Rebuild
-
Wheels ready to go to Llangollen
Another major step towards creating 4709's rolling chassis has come with the final tyre turning and completion of all the locomotive's wheelsets at the workshops of the South Devon Railway. By the time you read this the wheelsets should be on their way to Llangollen where wheeling of the chassis will take place following refurbishment of the axleboxes.
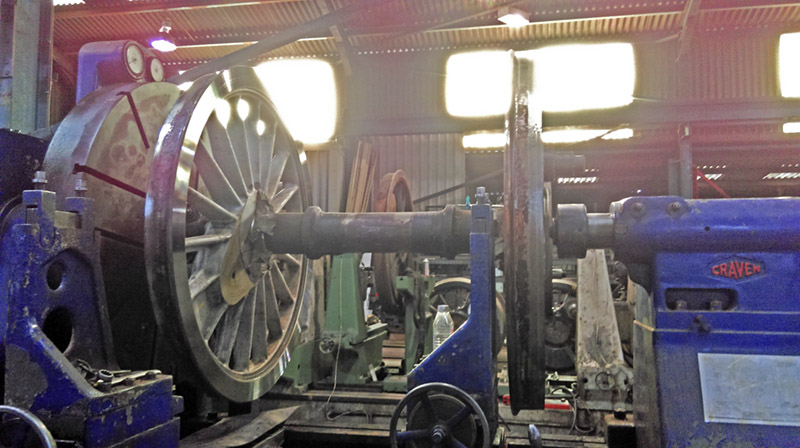
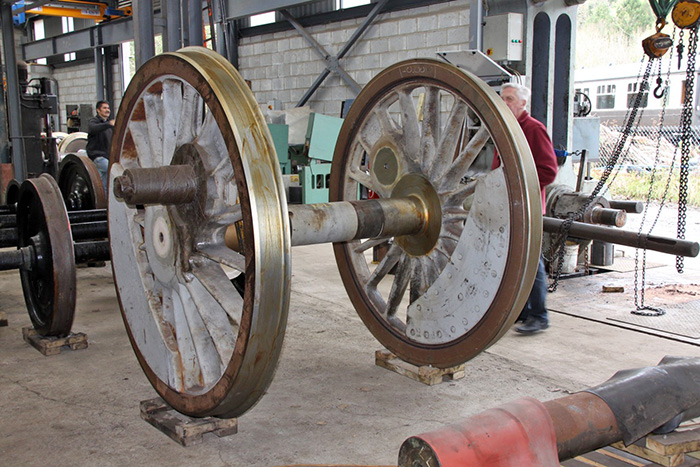
The photos show the pony wheelset and three donor wheelsets (leading, driving and first trailing), together with the fourth, new driving wheelset (second trailing) which was on the lathe at the SDR having the backs of the tyres turned. All the wheelsets were then moved to the turning lathe for tyre profiling.
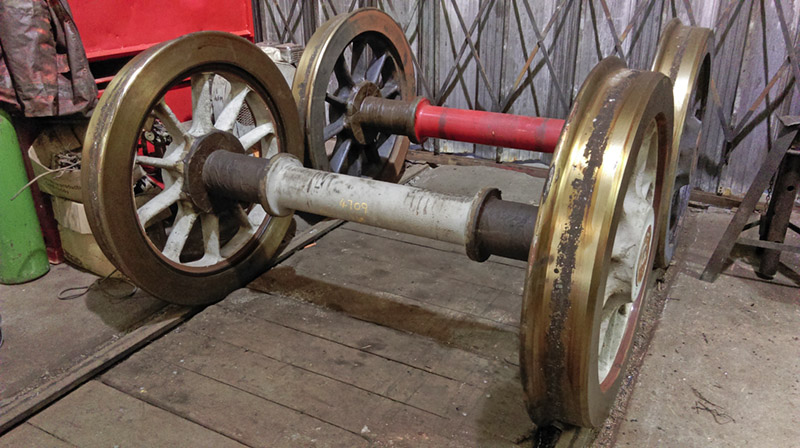
The pony wheelset
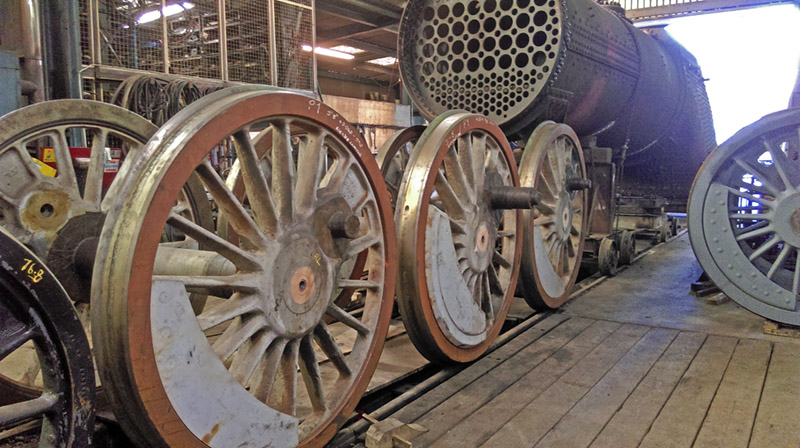
The three 'donor' driving wheelsets - leading nearest the camera, then main driving, then first trailing driver.
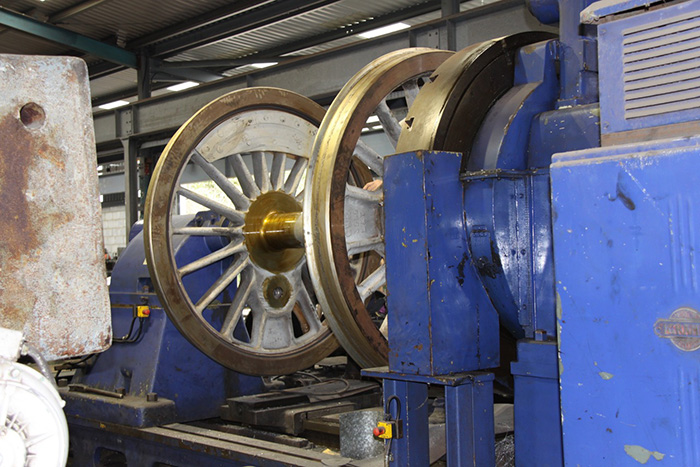
The newly made driving wheelset on the SDR lathe having the back of the tyres turned.
-
Mainframes now fully 'horned' - setting targets for progress and completion

It has become clear from the interest in this iconic project that existing and potential donors want to know when they can expect this locomotive to be steaming. After a careful engineering build review, the team has agreed that technically the locomotive could be completed by 2022, and thus this is the target completion date.
The first major milestone will be achieved this summer with the wheeling of the chassis. Work has been steadily progressing on the horn guides, horn tie bolts and horn ties at Llangollen. Horn grinding has been undertaken using a machine jointly designed and produced with Llangollen Railway Contract Engineering and the chassis is now fully 'horned'.
All the main axle boxes from donor engine 5227 and the pony truck axle boxes from 4115 are scheduled for refurbishment with contracts being placed imminently. The four main wheelsets and pony truck wheelset are scheduled for delivery by the end of February from SDRE . This leaves the manufacture and fitting of crankpin collars and taper pins on all driving and coupled wheelsets. Manufacture of balance weight plates is required for the fourth axle as well as redistribution of balance weight lead for all wheelsets as per the GWR 47xx class drawing. The completed wheelsets will then be painted.
With the axle boxes and wheelsets complete it is planned to wheel the chassis this summer, thus achieving the first visible major milestone of a rolling chassis. Whilst the locomotive is in build at Llangollen the team are looking to recruit volunteers to build the tender. Anyone interested in this vital task please contact Project Engineer Paul Carpenter at p.carpenter100@btinternet.com
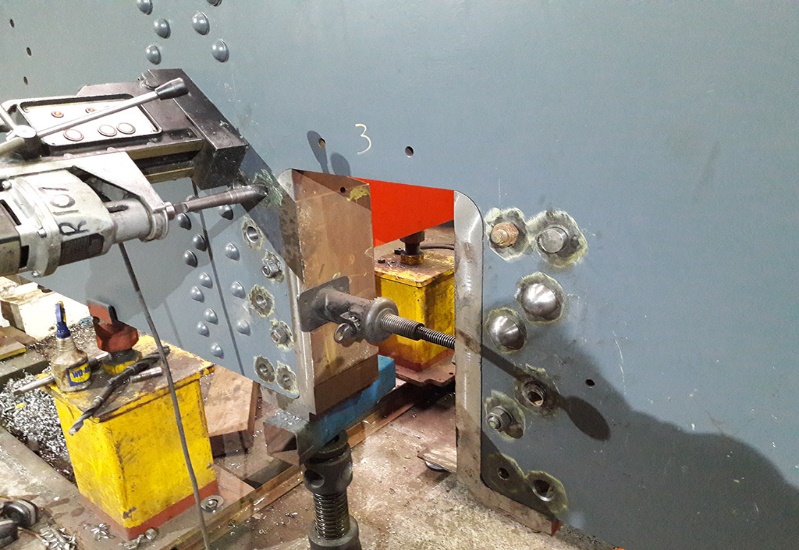
The final holes are drilled for mounting the horn guides; by the end of February the job was complete and the main frames were fully 'horned'.

-
2017: Year of the wheelsets
Throughout this year the primary activity - and expense - for the construction of 4709 has been the refurbishment, construction and completion of the full set of wheels at the South Devon Railway (SDR). This work has includedmaking a new set of crankpins, a full set of tyres and quartering, as well as turning all journals an thrust faces. The SDR is a specialist in this field and we are delighted with the work done.
We have converted the rusting old set of wheels from 4115, together with an entirely new fourth axle wheelset, into a brand new set of wheels for 4709 suitable to meet the requirements of running on the mainline. It has been a slow and expensive process but we have finally achieved our objective. Clearly we are all very keen to get the engine on its wheels and some may think that the return of the wheelsets to Llangollen means that this is imminent. We very much hope that it is the case but there remains lots of work to complete before this is desirable or possible.
As the wheels have been longer than we expected at SDR, the window for planned work in Llangollen Works has now been taken by another project - unbelievably they have some twenty live projects on their books. We must now wait until their staff become available to complete the final fixing of the horns. Every effort is being made to progress this in the near future. This will then allow completion of the grinding of the horn faces with our bespoke Horn Grinding Machine. The commissioning of this machine has also taken longer than expected for both technical and staff availability reasons. Technically we decided to increase the size of the Cup Grinding Wheels from 6in to 8in. This has meant a redesign of the grinding head to take the increase in speed and loads. We are very grateful to Patrick Harris for detailing this design with all of the many subtleties and challenges involved. The new head is driven by a separate motor which allows us to vary the speed whilst acting as a counterweight to the grinding head. The type of grinding wheel material also involves a complete science of decisions and we are very grateful to Mark Richards of Tyrolit for his advise, guidance and expertise in this selection. Mark has also arranged for the wheels to be provided to the project from Tyrolit as a sponsorship - wonderful! Thank you Mark and Tyrolit.
Looking at the mainframe assembly today you will notice that a splendid coat of primer now reveals what a large a beautiful locomotive we are building. Thanks are due entirely to David Hughes and his team who have done a superb job rubbing down and preparing these intricate shapes to ensure good paint adhesion and surface finish.
Our newly restored wheelsets will shortly be returned from SDR and therefore we are making every effort to progress the components that need to be completed and fitted before re-wheeling can occur. Llangollen is a very busy works these days and clearly that is making demands on the staff workforce and their availability. I have been promised though that the new CNC lathe will shortly be producing our remaining horn bolts to allow the remaining horns to be finally fitted. The works have an instruction to complete this task.
We are progressing with the suspension of 4709 and clearly fitting of the spring hanger brackets is now becoming urgent. Equally urgent is the refurbishment of the axleboxes. This will solve the storage problem of our brand new wheelsets by allowing them to be fitted under the engine. With a bit of luck - and some money - this could be achieved early next year. We did mention in the last update the cost of these activities (£18k for axlebox refurbishment and £10k for the suspension components) and it will be lack of money that poses the greatest risk to achieving this significant milestone stage.
A completed driving wheelset
Journals being protected after polishing

Completed pony wheelset
We are also in the process of manufacturing all the brackets that support the running boards so these will be appearing early in 2018 - perhaps even with a cab! Many hands make light work and we are currently organising for a young team of volunteers to help with 4709 at Llangollen. If you would like to join them or act as their 'Works Supervisor' I would be very pleased to hear from you. We have a shed full of donor parts recovered from 4115, 5227 and 2861 and these all require cleaning and painting ready to become part of 4709.
People regularly ask me what we plan to do for our cylinders and boiler and assume that these decisions have already been made. They have not, but we do have several options which are currently being explored and costed. I can assure you that all decisions will be based on best engineering practice whilst considering the whole life cost of the engine and short term challenges with cash flow. I am sure you realise that the work we are currently delivering is extremely expensive but forms the next steps in a logical construction programme.
Paul Carpenter
4709 Project Engineering Manager -
2017: Already dynamic for 4709
BREAKING NEWS: We have successfully negotiated the procurement of some significant motion parts for Night Owl from the Paignton & Dartmouth Railway and these will arrive in Llangollen during March.
Last Christmas we predicted that 2017 was going to be a significant and dynamic year for 4709, with lots of work progressing and being delivered, and so it is proving.
Here are the latest photos from the South Devon Railway which show excellent progress on the engine's wheelsets. The all-new fourth axle is almost complete, just awaiting its tyres and turning.
All Donor axles have been ultrasonically tested and certified thanks to a sponsorship by Comech Ltd.

4709's new wheelset has now had the new crankpins machined and fitted and is ready for tyring at the same time as the other donor wheelsets.

The machined crankpin mounting on the rear face of the driving wheel.

New crankpin, machined and fitted.
The Donor wheelsets have now also had their old tyres removed and wheel centres turned. Shortly, all the wheelsets will be turned, quartered and new Crankpins fitted, leaving only tyre fitting and turning for completion, which will be undertaken at the SDR when the re-tyring of 60007 Sir Nigel Gresley is complete.
The Pony Truck wheelset is also being refurbished whereupon the newly restored and completed wheelsets will be returned to Llangollen.
This package of work represents the highest expenditure in any year for the project so far and demonstrates our determination to get 4709 on her wheels as soon as possible.
Now other works must now be completed to allow wheeling to take place and typical tasks and costs include the following:
- Fitting the remaining Horns (£6k)
- Grinding all Horns to ensure alignment (£5k)
- Refurbishing all axleboxes (£18k)
- Fitting the Spring Hanger Brackets (£8k)
During February, we had a visit from the VAB engineer who thoroughly inspected all work to date on the chassis. He pronounced himself satisfied with the quality and standard of workmanship and meets the requirements for mainline running.
Looking towards the next phases in the project Don Ashton has recently completed working drawings for the running boards and cab and we are seeking quotations to purchase the material to progress this.
It is close to the stage where it makes sense to paint the chassis and quotes for the materials have also gone out.

The pony wheelset awaiting refurbishment and re-tyring.
As always, the speed of progress is governed by the support we receive. Donations of any size are the lifeblood of the project and can be made easily via this website - just click HERE.
If you would like to join the working groups at either Llangollen or Didcot, or if you have marketing, management of fund-raising experience we would love to hear from you. Just email project Leader Paul Carpenter, pcarpenter100@btinternet.com
-
The 'missing' wheelset is assembled
In late January this year the two machined driving wheel castings produced for 4709 finally became part of a wheelset when they were pressed on to their new axle at the South Devon Railway.
The creation of the fourth driving wheelset represents an important milestone in the 'Night Owl' story as it now allows us to produce a 2-8-0 rolling chassis for the first time. Construction of the new driving wheelset started in 2011 when we contracted Caddick and Moss to make a 5ft 8in diameter wheel pattern. This company is a specialist in woodcraft and tooling and they produced a truly first class pattern, working from the original GWR wheel drawing. What then followed were processes from current industry best practice, which Swindon itself would be using if doing the job today.
Caddick and Moss converted the Swindon 2D drawing into 3D using a Solid Works package. The pattern features continuously varying curves in all planes so using a 3D process ensured that the drawing was reproduced accurately.
Due to size it was necessary to build the pattern in a modular form (the spokes, segments of the rim, boss etc.). The 3D drawing files were uploaded into a large 3D router and the machine delivered multiple copies of the modular parts with such precision that they all fitted perfectly like a giant jigsaw puzzle. The modular approach also allowed an interchangeable boss to be constructed which meant that casting of a driving wheel centre would be possible from the same pattern; the people working on the 'Grange' project were very keen for us to do this and shared that part of the cost. Today the pattern is on display on the upper floor of the Llangollen Railway Museum at Corwen. Do go and have a look at this magnificent example of first class craftsmanship.
The two new trailing wheel centres were cast at Micron Alloy Foundry in Dudley where the team was a credit to the history of the Black Country.
Providing a new axle to complete the wheel set turned out to be the most challenging part of the work. We required a one and half ton billet of high grade steel from which to forge the axle. On contacting all the few remaining forging companies in the UK we discovered that their minimum billet size would allow us to produce up to six axles - our order was too small for the grade of steel to be kept in stock.
This triggered extensive international enquiries including Germany, China and America. We obtained a good price from the Brake and Wheelset Company in Derby with the axle forged and machined in South Africa.
By agreement with the South Devon Railway, a small amount was left on the wheel seat diameters (100 'thou') to allow them to control the interference fits. As can be seen from the photos, the wheel centres have now been pressed onto the axle successfully. The appropriate press fit required a force of some 120 tons to seat the wheels.
The stages of the work have been divided into 'work packages' which will be progressed as funds allow:
Work Package No 1 - now complete (Assemble new basic wheelset from axle and wheelpans)- Turn new axle wheel seats for press fit to wheel centres
- Machine two keyways on axle
- Press wheel centres onto axle
- Make and fit new keys to the axle/wheel interface
- Turn new wheel centres to finished dimensions including preparing for Gibson Ring
- Bore tyres
- Fit tyres and Gibson Rings, supply Gibson Rings
- Turn tyres to appropriate profile
- Machine crank pin thrust areas


Work Package No 3 (Donor wheelsets - 3 driving, 1 pony)- Remove existing tyres from all donor wheel sets
- Modify profile to receive new tyres
- Bore new tyres for Gibson fitting
- Fit tyres and Gibson Rings and supply Gibson Rings
- Turn tyre to appropriate profile
- Remove Crankpins from donor wheelsets
- Manufacture a full set of crankpins and collars as per GWR drawing No. 90934 or more recent update and fit, including spring washer and locking bolt
- Quarter both old and new wheel sets (bore out for fitting)
These works are likely to cost the best part of £50,000 so, again, if anyone feels like being the proud person who sponsors part of these works please let us know how we could best acknowledge such generosity.
We remain committed and focused on having the completed wheel sets under the engine by the end of the year and keeping everyone informed of progress.
Paul Carpenter -
The tenth 47XX 2-8-0 is now a reality
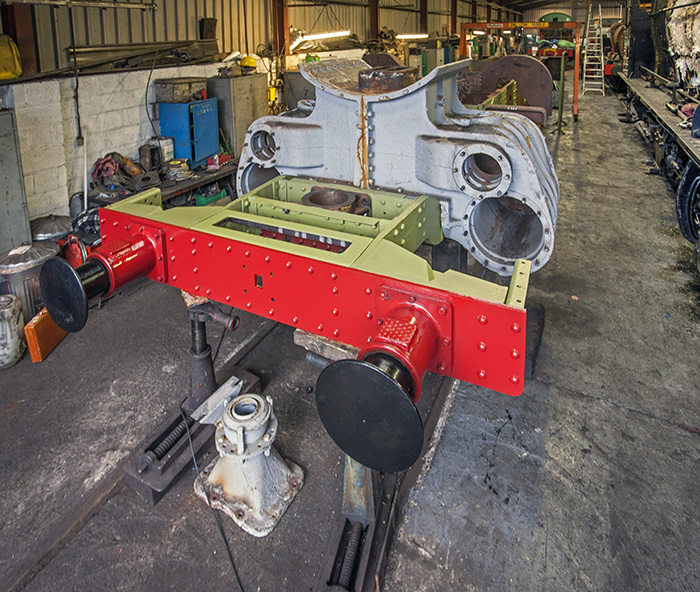
During the early autumn further work was completed at the works of the Llangollen Railway on the extension frame. The buffer beam assembly has been completed and the refurbishment of the pony truck pivot has been subject to some machining, also being fitted with a new sleeve before it was fitted to the extension frames and riveted up.
With that piece of work complete the extension frames were then offered up to the main frames, fitted and bolted up. It has always been said that once the frames have been laid the locomotive has an identity, and so it is now with 4709.
The opportunity has also been taken to lift the cylinder block and place it on the extension frames. There are eleven bolts on each side to secure the cylinder block to the extension frames and initial indications are that the alignment is a pretty near match which is a testament to Swindon precision engineering when one considers that a cylinder block from a 28XX 2-8-0 will align accurately to an extension frame from a 41XX 2-6-2T.
Initial examination of the cylinder block suggests that it was a fairly new casting as there are no liners fitted and there appears to be minimal wear; it should clean up quite well. With this in mind a start has been made removing the old studs which secure the covers from the valve and cylinder ports. Before bolting the block to the frames it is intended to carry out a hydraulic test on the cylinder block.
The horn grinder which has been constructed and assembled by Paul Carpenter and Dave Ham has been delivered to Llangollen and is being readied for final grinding of the horn guides.
The next big job to be tackled concerns the wheel sets. Thanks to Keith Pallett and Co Mech Metrology - who undertook the ultra sonic testing (UAT) of the axles - it has been confirmed that all the axles on the donor wheel sets are sound. The tyres and axle for the new trailing driving wheel set are on order together with replacement tyres for all the donor wheel sets and it is hoped all will be delivered to Buckfastleigh by spring 2016 for South Devon Engineering to undertake the work. Besides assembling the new wheelset, which also involves fitting new crank pins and balance weights, we will be fitting new tyres to the other three driving wheel sets and the pony wheels. They will then be machined to the correct profile, followed by machining and polishing of the axle journals and wheel thrust faces as well as refurbishing the crank pins. Overall the cost of this work will be around £30,000 but once that is complete we can start planning the wheeling.

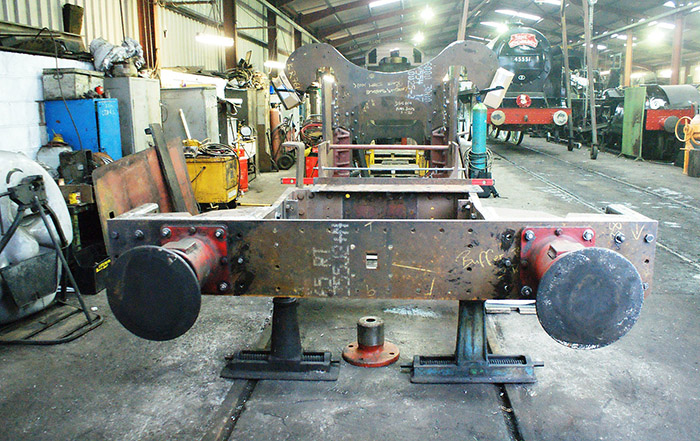
The front extension frame has now been fitted to the locomotive's main frame and the cylinder block trial positioned.

The housing for the spring that transfers the weight at the front of the locomotive to the pony truck has been refurbished and fitted to the extension frames.
-
The remarkable horn grinding machine
Our project engineer Paul Carpenter has followed in the footsteps of Swindon's legendary K J Cook by building a special horn grinding machine.
The story was covered in full in the Autumn 2015 issue of Great Western Echo. Click the beautiful photo on the right of 4703 by Geoff Plumb to read all about it.

-
4709 and 2015
Just another couple of the hundreds of numbers we deal with daily? 2015 is to dwell significantly with us, at least for a 12-month. To all but the casual reader of these notes it is much more of interest to ponder the interaction of both these numbers. Our dynamic Project Leader will report soon, both in review and prospect, but first let's take a look at one or two seemingly unconnected items propelling us into the New Year.
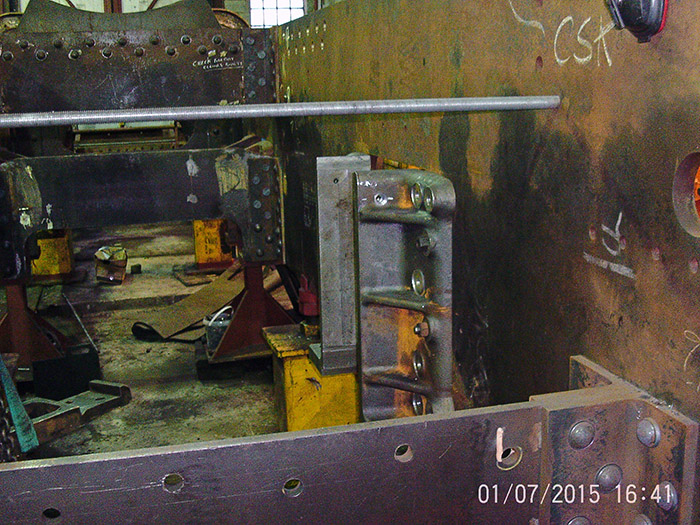
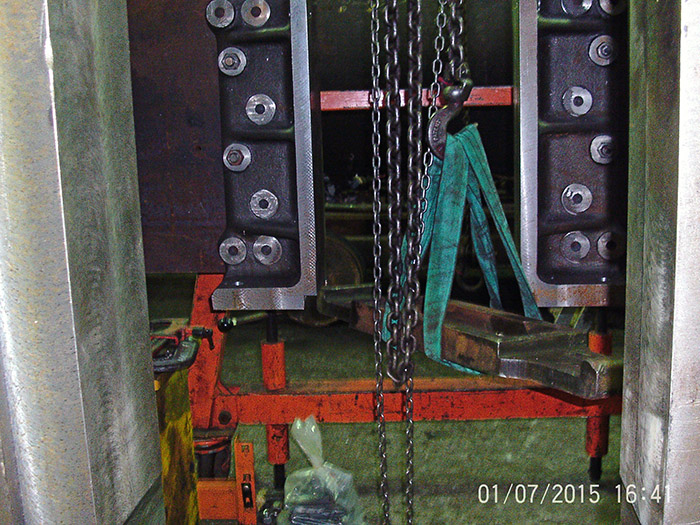
A photograph (first of 2015) shows the trial fit of the new horns for the trailing axle boxes. Straight from the machine shop these grey components tell the tale - unlike our other horns steeped in the traditional Swindon red. 'Life' began on the drawing board because the horns are unique and left and right hand patterns were required. Towards the tail of 2014 the castings arrived in the Llangollen machine shop and were soon 'Swindonised' - except, of course, for the obligatory red paint, but the scholars of these things will be pleased to know that in due course...
Soon after removing the front buffer beam it was noticed that the ends of the frames portrayed misalignment. Maybe a rather heavy shunt at some time? This delayed the fitting of the new buffer beam whilst more checking was carried out. Although the frame end misalignment had drawn attention from the naked eye, were there defects less obvious? Fortunately not, yet we are not quite ready to join the extension frames to main frames. All the front end area is gradually being set up in readiness to house both frames and cylinder block. This latter requires removal of old studs and the fitting of new, whereupon a hydraulic test will hopefully reveal that the block can remain ready for mounting.
Rather as a 'trailer' for the next instalment, the remaining photos are some 40 feet apart. The rear drag plate and its flush finished buffing plates contrast with the front buffer beams and buffers...arghh...these are marked 6430! Maybe that's Welsh for 4709.
This northerly corner of Llangollen Shed is notable on two counts. Well to the fore at this time of the year is the low temperature; in fact whichever direction the wind chooses it still comes through that massive wood door! The more palatable count is that we have a clear and comfortable space appropriate for such a large engine.
The drawbacks of shed photography don't seem to have been too much bother to a couple of GWS experts - Adrian Knowles and Bob Fry - to whom my thanks. Of course there will always be a downside. In the recent ECHO the multi-pixeled Mr. Fry reveals a drilling error in the reinforcement plate above axle one. Centre stage, it sports the title 'WELD UP'. As I am responsible for some five or six hundred holes currently adorning 4709 I beg mercy!
By contrast the contorted mental exercise (dating from the arrival of 4115) of turning the motion plate crossbeam through 180 degrees, and re-profiling to suit a different boiler diameter at a different height, is a success story. This is a major structure which directly ties in with the cast motion plates, cylinder slide bars and able to support the boiler should the cylinders and/or front end require renewal. In normal service this remains just clear of the boiler.
Confirming that a Swindon part is appropriate for use does not simply mean checking that the same drawing number attends both (or more) 47xx and the donor Class. In fact there is an added complication. 4700, built as Lot 214 prior to the other eight engines of Lot 221, differed greatly and are not always noted on the drawings. Referring to the photographs of the fourth horn slot the axle boxes, which we have from donor 5227 (it's only other application), work in horn guides which differ. Fortunately we had already discovered this and dutifully applied the tests on all other interfaces. Our only drawing for the horn ties was for Lot 214, entailing much scrutiny to verify its ability to cover Lot 221.
Now that the tie has been extracted from the horns drawing for clarity, the methods and costs of manufacture can be assessed and orders given. This is yet another piece of the complex alignment jigsaw.


Buffing plates at the rear end of the mainframe
The other extreme - buffer beams and buffers

As work progresses on preparations for fitting the front extension frames to the main frame, the massive motion plate crossbeam is seen behind the workers.

The new rear horn guides, now with machined faces, trial-fitted to the frames.
-
Wheels on the move, November 2014

4709 has been progressing on several fronts recently as (but not because!) we expect the regular visit from our illustrious Chairman. Sorry Richard, the wheels have gone!
Dave Owen's picture just captures the scene as all the wheels for our 2-8-0 leave the Llangollen Railway Workshops for shot blasting and onward transport to SDR. There, the new pair will receive considerable attention in mounting our new axle four and tyres. The other wheel sets constitute a major donation by 4115, and all will return sometime next year.
In the meantime several parts are under scrutiny. The new axle four horns will soon join the others already in position on the frames to allow more progress in the alignment exercise.
The massive motion plate stay is a mixture of old and new, in the main a new plate, fitted with retrieved 4115 irons rotated through 180 degrees and 'doctored' amidships to allow for the larger boiler. Tied in with this placement are the heavy stiffener plates which take considerable strain at the front end of the mainframes.
We are also in the throes of checking extension frame alignment prior to mounting, and the cylinder block nearby will soon be shorn of its old studs. When these are replaced the cylinder block will face a hydraulic test to verify the central joint, and can then be fully mounted on the frames.
We are indebted to a most obliging and expert workforce under Dave Owen and it gives considerable pleasure to be able to return favours - two of the workforce, showing an interest in valve gears, are allowed a short break when convenient to study under the eye of 4709's resident engineer.

Occasionally, when there is a 20-minute break between tasks on 4709, members of the workforce pause to study valve gears on other locomotives to deepen their understanding. Here Nial Byrne (left) and Graham Elwood (right) have been enjoying a tuorial session on 80072 with Don Ashton.
-
Inner and Outer, LH and RH, November 2014
Such are the terms we use to identify orientation. There are also the distinctions, Upper and Lower, but as yet only the firebox stays are divided so. Mainframes, our basic building block of simple RH and LH description, tend to greet the visitor as a rather static scene for ages. Visually 4709 looks just like another of the stripped- down chassis surrounding her in the shed.
A closer inspection reveals a great deal, of course, and all around are the tell-tale nuts and bolts, the rivet guns and air hoses and the heavy lifting tackle. Thirty-something feet of steel pronounces a large locomotive, and a new part is added as the latest achievement and it goes quite unnoticed!
Gradually the frames become almost completely covered with an array of components. We are not yet at this stage, but one cannot take a walk down the interior any longer, and the outside is soon to house lots of things. Towards the rear the horns unique to the special axleboxes for the fourth axle are already being attended to in the machine shop and the patterns into store.
Right at the mainframe front is the foremost frame stretcher. The photograph shows this straightforward bent stretcher saved from donor 4115. A little more of genuine Swindon manufacture joins the crowd. Just behind this are heavy stiffener plates inside and out, spanning the slot of the leading axle and joining across frames with the distinctive motion plate.
The earliest stages of such a project required a rather large pair of rose coloured spectacles: for the Team 47, planning and executing the next components still requires them!

Outer stiffening plate

Inner frame stiffener

Machining a rear horn casting

New fourth axle horn patterns

No.1 stretcher, ex-4115
-
Recent progress, October 2014
The 47 Team is proud to show off the fully riveted Drag Plate, with its wear resistant buffing plates. These rivets combine the plate with the cast dragbox and another picture embodies the pressings which will continue the structure forwards. A careful look here reveals the ledge onto which the cab steps abut and the hanging plates below the cabside start at this point.
The famous Holcroft curves, approved aesthetically by Churchward, stretch right to the front buffer beam and our drawings are in readiness. Apart from the cab end, the valance will not appear for fitting just yet, as it would interfere with frame access at present. As part of this work the cab profiles have been drawn to fit the Network Rail gauges and the floor plate lowered to suit the lower boiler position. The 47xx footplate was stated to be the highest of all the Churchward engines and drivers complained about the roof level. Without defacing the profile we have aimed to make this more comfortable.
A minor headache in the form of a rectangular tray arose because one Swindon drawing declared that it was 49" x 40" and another pronounced it to be 49" x 27.5". Well, that's not far away, is it?!
In the meantime, quotes are being sought for tyres, the unique fourth axle and castings of the rear horns from our patterns. A good deal of drawing has been done to verify the springing layout, including the pivoting springing beam beneath the cylinders. One task in particular enables us to follow the pivot and extension through to the under-cylinder face, important because we are matching up the 47 parts to align with the cylinder bolts of 28xx juxtaposition.
Last year the public profile of 4709 was raised when it was featured as part of a restoration programme on BBC 2. As a result of the programme and other activities many more people are aware of the project and becoming interested in supporting us. To develop and expand this we are looking to increase the size of our team.
I am delighted to introduce the following new members to our core team who have already been fully involved in progressing 4709 - Andrew Fowler is a journalist and has responded brilliantly to my request to write a book to support the exposure with BBC 2 last year. 'Recreating the Night Owl - 4709 The Story so far' is proving very popular and is an excellent read - well done Andy. I have to confess finding the book difficult to proof read as I kept discovering interesting facts that I didn't know!
The book was launched at the London Model Engineering show at Alexandra Palace in January and is now available on Amazon , Ian Allan Bookshop and all leading bookshops.
Richards Dyett has bravely offered to support Richard with the huge task of managing our administration. His talents are much needed to support our overworked chairman and he too is already playing an active role - thank you and welcome.
Alan Green is a first class mechanical design and production engineer who has been generous enough to offer his services to work with Don Ashton checking all the CAD drawings for accuracy and completeness. This is a difficult task but one at which Alan is quite expert - thank you and welcome We still require a marketing manager to help identify opportunities and co-ordinate our efforts - this is an exciting opportunity for someone to really make a difference to how the project is presented to and perceived by those who might support and sponsor us.
Our project remains rather understated compared to other national projects and therefore we would also be pleased to hear from people who would like to attend outdoor events and galas to promote us and our new supporters scheme. If you enjoy meeting fellow enthusiasts I can recommend this as an enjoyable and satisfying way to spend time whilst helping to raise funds to complete 4709.
We were also invited to attend to model engineering events run by Tee Publishing who also sponsored the attendance of the magnificent wheel pattern. We appreciate that model engineers have a lot of expert knowledge and skills and are actively encouraging them to get involved with 4709.
Our member Giles Woodhead was kind enough to loan us his beautiful 5in gauge 4704 built by his grandfather Lionel Woodhead - wonderfully supportive and generous - thank you Giles.
We have just attended both the Llangollen and Didcot Galas and we be holding an open 4709 meeting at Didcot on 17th May. If you would like to meet the team and have any questions, queries, this is an excellent opportunity to share your views and hear of latest progress first hand.
With your support this will be a very exciting and significant year for 4709. We look forward to meeting you on 17th May.
Paul Carpenter
4709 Project Engineering Manager


Filming for the Hairy Bikers Restoration Road Trip

Giles Woodhead's beautiful 5in gauge 47XX locomotive at the Model Engineering Show.